


Gage R&R
Het was William Thomson, Lord Kelvin, die meer dan 125 jaar geleden de overbekende uitspraak deed “Meten is Weten”...maar net zo belangrijk is de zin die erop volgde: “Als je het niet kunt meten, kun je het ook niet verbeteren.”
In de wereld van kleur wordt de visuele beoordeling vaak als meest belangrijke gezien, kleur is een visuele eigenschap. Hoewel dit terecht is, kun je hiermee heel moeilijk communiceren om de waargenomen kleur te definiëren, is er veel ervaring nodig om de kleurafwijking t.o.v. de referentie te duiden en zeer lastig (niet onmogelijk!) om statistisch betrouwbare evaluaties uit te voeren.
Op kwaliteitsgebied van o.a. kunststoffen was de meest toegepaste norm ISO/TS 16949:2009. In 2016 heeft het “International Automotive Task Force” een nieuwe versie uitgebracht, in lijn met ISO 9001:2015, maar met specifieke eisen voor automobielsector, waarbij IATF en ISO overeengekomen zijn dat de nieuwe versie alleen op de IATF-website wordt gepubliceerd en ISO “slechts” een verwijzing meldt. De naleving van deze norm is verplicht voor de Original Equipment Manufacturers (OEM’s) en toeleveranciers van de automotive industrie en wordt door de leveranciers gecombineerd met ISO 9001:2015. Producenten die niet leveren aan de automobielindustrie gebruiken alleen de ISO 9001:2015.
Overigens zijn beide normen belangrijke instrumenten bij het ontwikkelen, invoeren en verbeteren van de effectiviteit (en efficiëntie) van een kwaliteitsmanagementsysteem; ISO 9001 is daarbij generiek toepasbaar en IATF 16949 specifiek gericht op de automobielindustrie.
Één van de belangrijke tools, en input, voor het continue verbeteren van de kwaliteit van o.a. kunststoffen is de zogenaamde “MeetSysteemAnalyse”, of MSA, waarbij, met een voorgeschreven systematiek, een procesdeel of meetapparaat (het meetsysteem) statistisch wordt beoordeeld op Herhaalbaarheid (Engels: Repeatability) en Reproduceerbaarheid (Engels: Reproducibility); dit levert de bekende “Gage R&R” (Gage Repeatability&Reproducibility; google NL: Maat Herhaalbaarheid&Reproduceerbaarheid) op.
De Gage R&R is aldus een methodiek om de precisie van je proces (deel) of meetinstrument te toetsen, waarbij gekeken wordt of het meetsysteem hetzelfde resultaat geeft wanneer hetzelfde product meerdere malen gemeten wordt door dezelfde medewerker (Herhaalbaarheid/Repeatability) en of het meetsysteem dezelfde resultaten geeft wanneer 2 of 3 medewerkers hetzelfde product een aantal keren meten (Reproduceerbaarheid/Reproducibility).
Hoewel er binnen IATF 16949:2016 een paragraaf is opgenomen om een MSA aan niet-numerieke resultaten (goed/fout beoordeling) uit te voeren, geeft de numerieke MSA veel meer informatie over de mate van afwijking en waar of wat de afwijking zou kunnen zijn; dit laatste is cruciaal in het formuleren van verbeteringen.
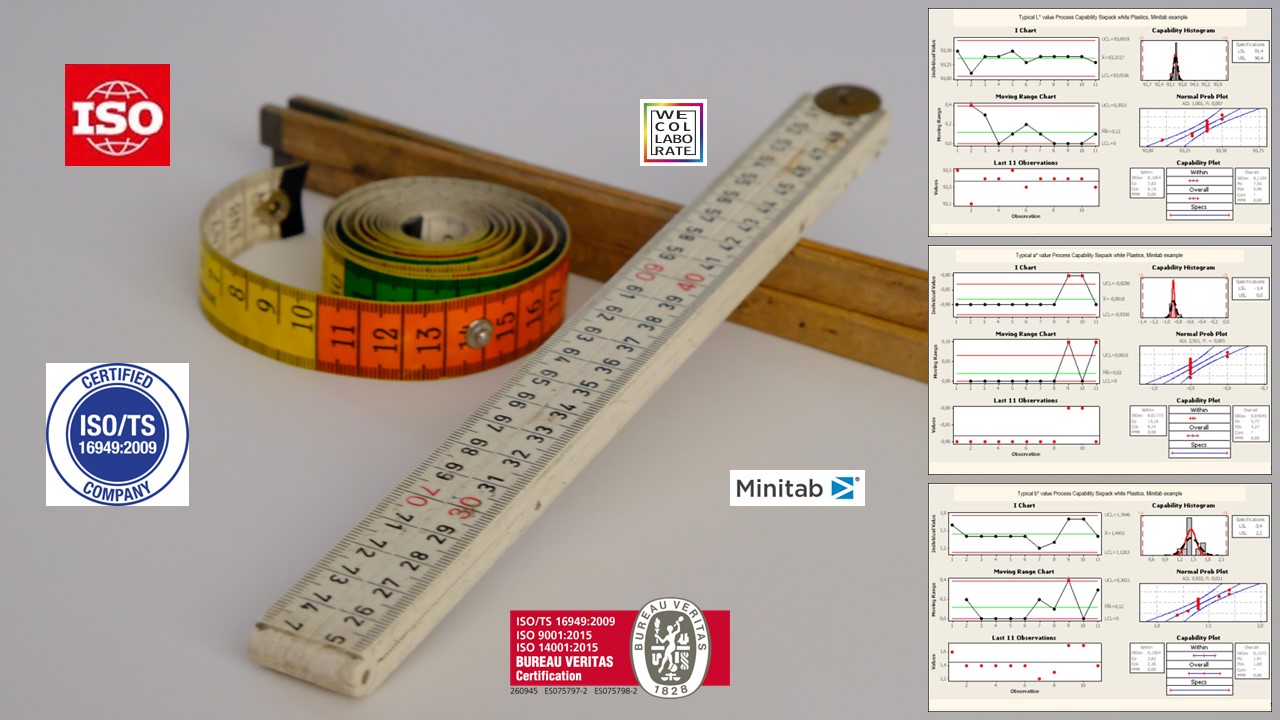
Gelukkig heeft CIE (“Commission Internationale de l'Éclairage” of “International Commission on Illumination”) al vrij snel na haar oprichting in 1931, de CIE-kleurruimte ontwikkeld en de numerieke L*a*b* gedefinieerd. Hiermee is niet alleen een kleur numeriek en precies gedefinieerd (brandweer rood kan in elk land net iets anders zijn!), maar is er statistiek mogelijk en dus ook een MSA.
Maar dat is bij kleur nog niet zo eenvoudig!
Want zwarte kleuren zijn nog altijd ontzettend lastig te meten met daarbij enorme verschillen tussen de meetinstrumenten van verschillende leveranciers (zowel in absolute zin als in de Δ’s L*a*b*E*), dus wat wordt dan de norm? Klanten hebben de neiging om de specificaties van verf en lakken ook voor kunststoffen toe te passen, maar als je complexe samenstellingen hebt, is de kleurvariatie veel hoger, dus hoe ga je dan om met de erg hoge Gage R&R resultaten? De kleuranalyse van kunststoffen moet gebeuren aan gespuitgiete plaatjes en dat levert een extra (temperatuur) variatie op, maar hoeveel producenten nemen spuitgieten mee in de MSA?
MSA’s goed uitvoeren is best veel werk en behoort niet altijd tot de favoriete bezigheid van Laboranten én Managers, maar het is essentieel voor de kwaliteit en moet goed (!) gebeuren:
- Plan de MSA ruim van te voren in en bereid het goed voor met alle betrokkenen.
- Definieer alle variaties in je meetsysteem (van monstername tot spuitgieten tot kleuranalyse); het hebben van een SPC/SQC systematiek is hierbij enorm belangrijk (dat zou een thema kunnen zijn voor een van de toekomstige blogs).
- Selecteer een drietal materialen en kleuren waar een MSA echt een toegevoegde waarde heeft. En nee, niet alléén die materialen kiezen die je zeker een goede Gage R&R opleveren, want het doel is om te verbeteren. Een goede manier om te kiezen is om je klanten mee te nemen in je keuze: welk materiaal of welke kleur heeft goed gedefinieerde klantspecificaties!
- Geef helder en duidelijk aan waar en waarom een numerieke MSA (nog) geen optie is; zou voor bijvoorbeeld de zwarte kleuren wellicht een niet-numerieke MSA gebruikt kunnen worden?
- Gebruik bijvoorbeeld Minitab software om de MSA te evalueren, dit scheelt echt tijd!
- Neem de MSA en Gage R&R uitkomsten serieus: Bespreek dit niet alleen intern, maar ook met je klanten. En definieer vervolgacties, die je ook daadwerkelijk uitvoert.
En dan zou je zomaar eens kunnen vaststellen dat de temperatuur of snelheid bij spuitgieten beter kan, dat een laborant aanvullende training nodig is, dat de specificaties van de klant realistischer moeten worden (zelfs per product) of dat je productieproces optimaler kan zijn.
Voor MSA’s, net als elk ander kwaliteitsinstrument, geldt het “Meten is Weten” principe....
of zoals H. James Harrington** zegt: "Wat je kunt meten, kun je beheersen en verbeteren. Meten is de eerste stap die leidt naar beheersing en vervolgens naar verbetering. Als je iets niet kunt meten, kun je het niet begrijpen. Als je het niet kunt begrijpen, kun je het niet beheersen.”
** VS, o.a. auteur van meer dan 55 boeken op het gebied van prestatieverbetering van de organisatie en verbetering van bedrijfsprocessen.
Neem vrijblijvend contact op of vraag offerte aan